






מאָדעל הקדמה
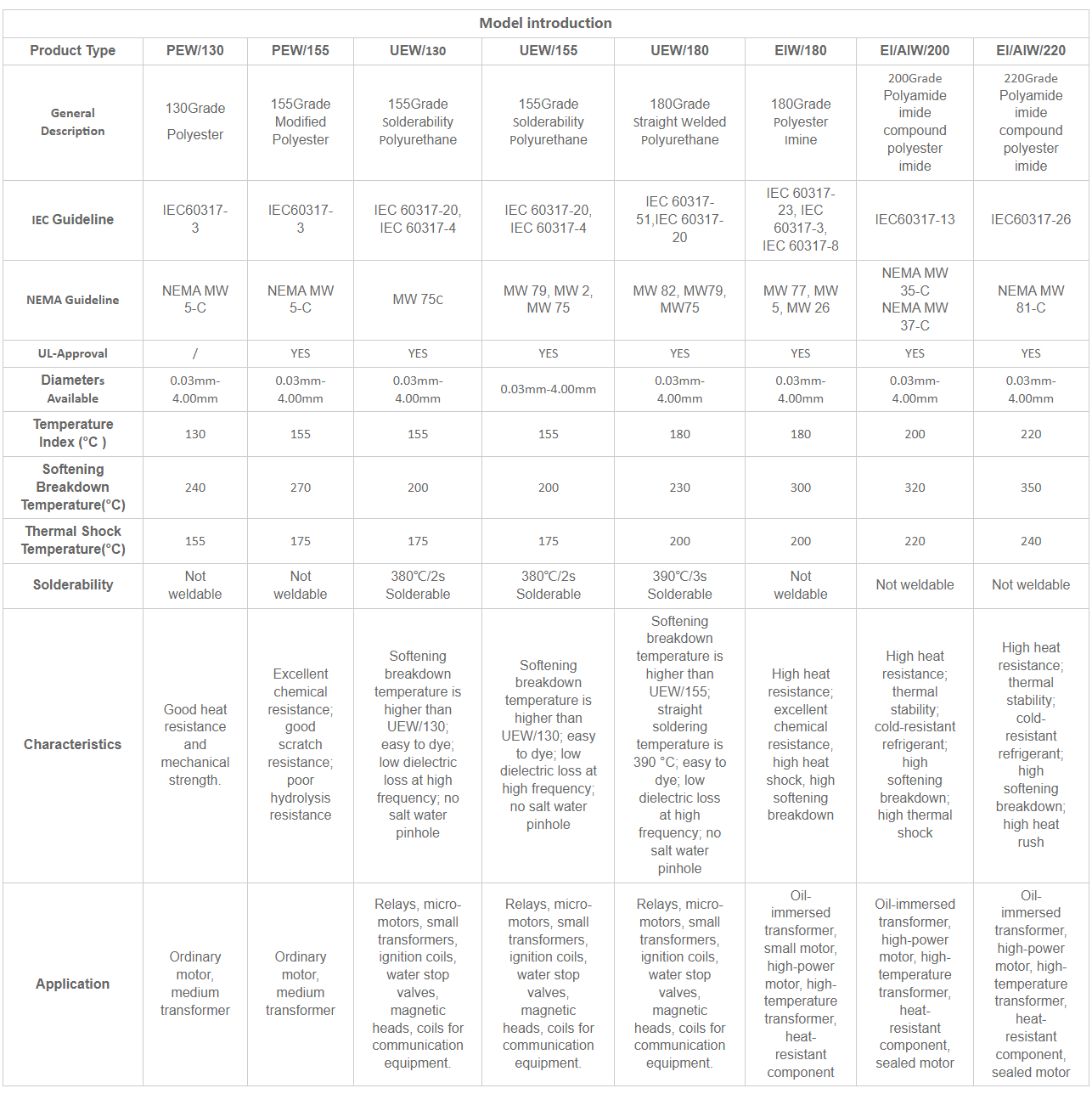
פּראָדוקט דעטאַל
IEC 60317 (GB/T6109)
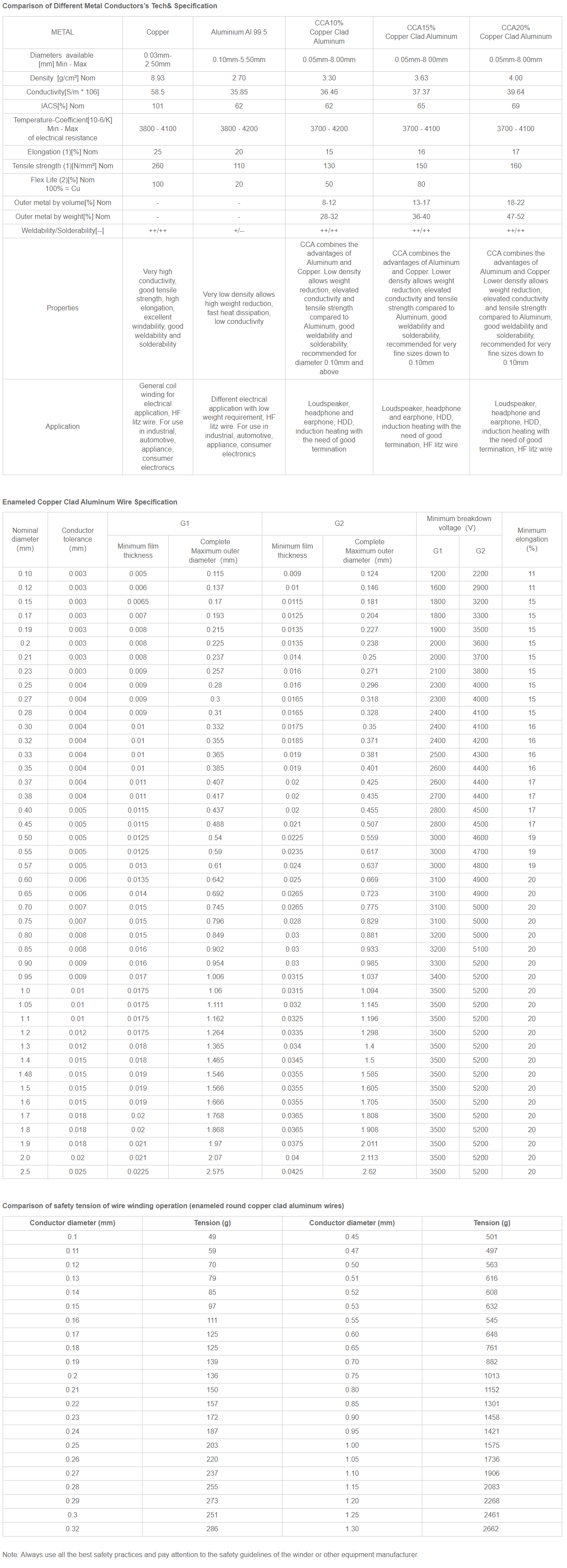
די טעק און ספעציפיקאציע פאראמעטערס פון אונדזער פירמע'ס דראטן זענען אין אינטערנאציאנאלן איינהייט סיסטעם, מיט די איינהייט פון מילימעטער (מם). אויב איר ניצט אמעריקאנער דראט גיידזש (AWG) און בריטישער סטאנדארט דראט גיידזש (SWG), איז די פאלגנדע טאבעלע א פארגלייך טאבעלע פאר אייער רעפערענץ.
די מערסט ספּעציעלע גרייס קען זיין קאַסטאַמייזד לויט די באדערפענישן פון קאַסטאַמערז.
פאָרזיכטיגקייטן פֿאַר באַניץ באַניץ נאָטיץ
1. ביטע זעט די פּראָדוקט הקדמה צו אויסקלײַבן דעם פּאַסיקן פּראָדוקט מאָדעל און ספּעציפֿיקאַציע כּדי צו פֿאַרמײַדן דעם דורכפֿאַל פֿון באַנוץ צוליב נישט-קאָנסיסטענטע כאַראַקטעריסטיקס.
2. ווען איר באַקומט די סחורה, באַשטעטיקט דאָס וואָג און צי די אויסערלעכע פּאַקינג קעסטל איז צעקוועטשט, געשעדיגט, איינגעבויגן אָדער דעפאָרמירט; אין דעם פּראָצעס פון האַנדלינג, זאָל מען עס האַנדלען מיט וואָרענונג צו ויסמיידן ווייבריישאַן וואָס זאָל מאַכן דעם קאַבל אַראָפּפאַלן אין גאַנצן, וואָס רעזולטירט אין קיין פאָדעם קאָפּ, שטעקן דראָט און קיין גלאַט אויסלייג.
3. בעת סטאָרידזש, זאָל מען אָפּהיטן די פּראָדוקטן, פאַרהיטן זיי פון צעקוועטשן און שאַטן דורך מעטאַל און אַנדערע שווערע אָביעקטן, און פאַרווערן געמישטע סטאָרידזש מיט אָרגאַנישע סאָלווענטן, שטאַרקע זויערן אָדער אַלקאַלי. די נישט גענוצטע פּראָדוקטן זאָלן זיין פעסט איינגעוויקלט און געהאַלטן אין דער אָריגינעלער פּאַקעט.
4. דער עמעלירטער דראָט זאָל זיין געהאלטן אין אַ ווענטילירטן לאַגער, אַוועק פון שטויב (אַרייַנגערעכנט מעטאַל שטויב). דירעקטע זונשייַן איז פֿאַרווערט צו ויסמיידן הויכע טעמפּעראַטורן און הומידיטי. די בעסטע סטאָרידזש סביבה איז: טעמפּעראַטור ≤50 ℃ און רעלאַטיווע הומידיטי ≤ 70%.
5. ווען איר נעמט ארויס די עמעלירטע שפּול, הענגט דעם רעכטן אינדעקס פינגער און מיטל פינגער צום אויבערשטן ענד פּלאַטע לאָך פון דער שפּול, און האַלט די אונטערשטע ענד פּלאַטע מיט דער לינקער האַנט. רירט נישט דעם עמעלירטן דראָט גלייך מיט אייער האַנט.
6. בעת דעם אויפוויקלונג פּראָצעס, זאָל מען אַרײַנלייגן די שפּול אין דעם אָפּצאָל דעקל אַזוי ווײַט ווי מעגלעך כּדי צו פֿאַרמײַדן דראָט שאָדן אָדער סאָלוואַנט פֿאַרפּעסטיקונג; בעת דעם אָפּצאָלונג פּראָצעס, זאָל מען צופּאַסן די אויפוויקלונג שפּאַנונג לויט דער זיכערהייט שפּאַנונג טאַבעלע, כּדי צו פֿאַרמײַדן דראָט ברייקידזש אָדער דראָט פֿאַרלענגערונג געפֿירט דורך איבערגעטריבענער שפּאַנונג, און אין דער זעלבער צײַט, פֿאַרמײַדן דראָט קאָנטאַקט מיט שווערע אָביעקטן, וואָס וועט רעזולטירן אין פֿאַרב פֿילם שאָדן און שלעכט קורץ קרייַז.
7. באַצאָלן ופמערקזאַמקייט צו די קאַנסאַנטריישאַן און סומע פון סאָלוואַנט (מעטאַנאָל און אַנהידראָוס עטאַנאָל זענען רעקאַמענדיד) ווען באַנדינג די סאָלוואַנט באַנדאַד זיך-קלעפּיק ליניע, און באַצאָלן ופמערקזאַמקייט צו די אַדזשאַסטמאַנט פון די דיסטאַנס צווישן די הייס לופט רער און די פורעם און די טעמפּעראַטור ווען באַנדינג די הייס צעלאָזן באַנדאַד זיך-קלעפּיק ליניע.


