






Úvod
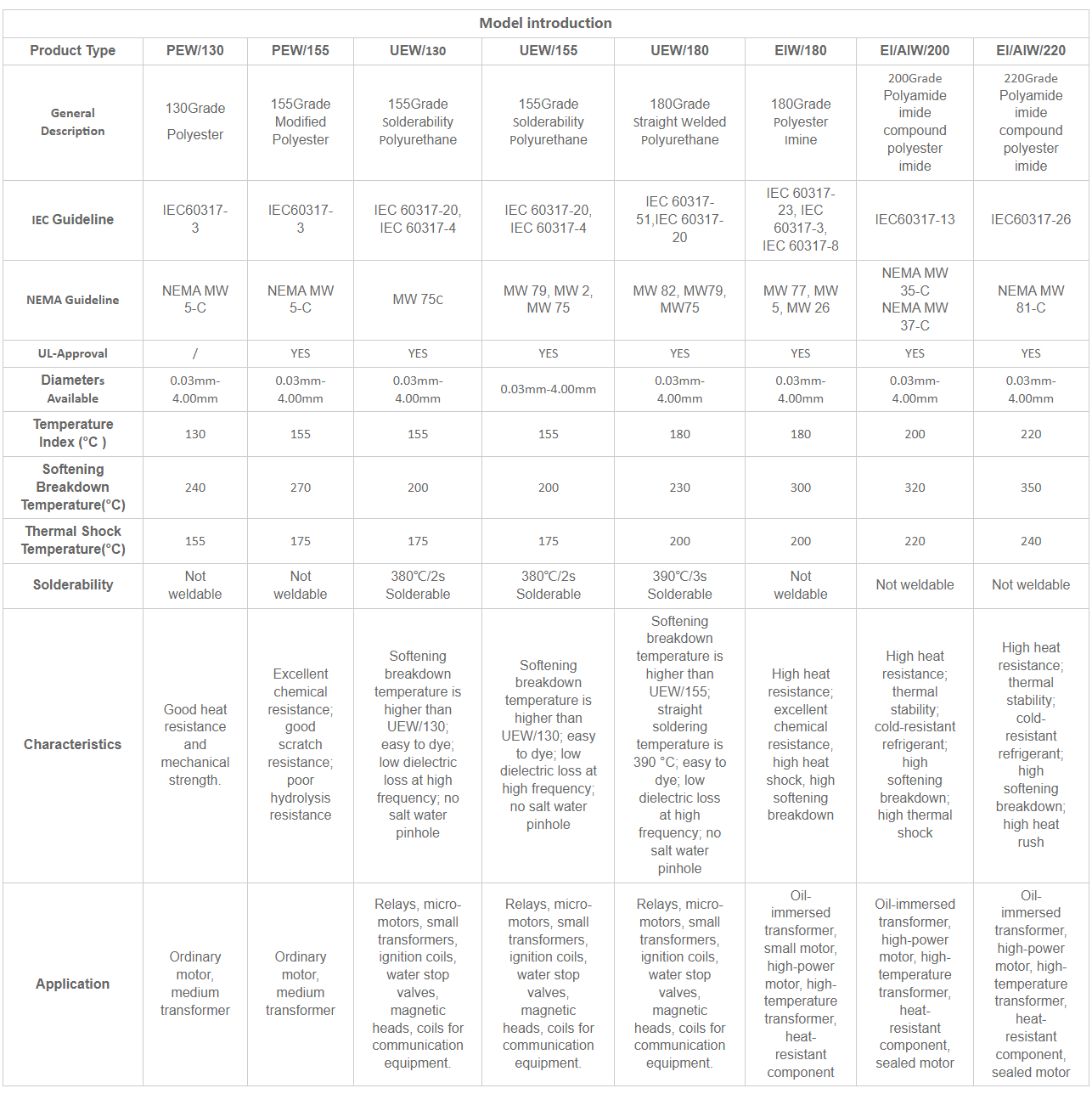
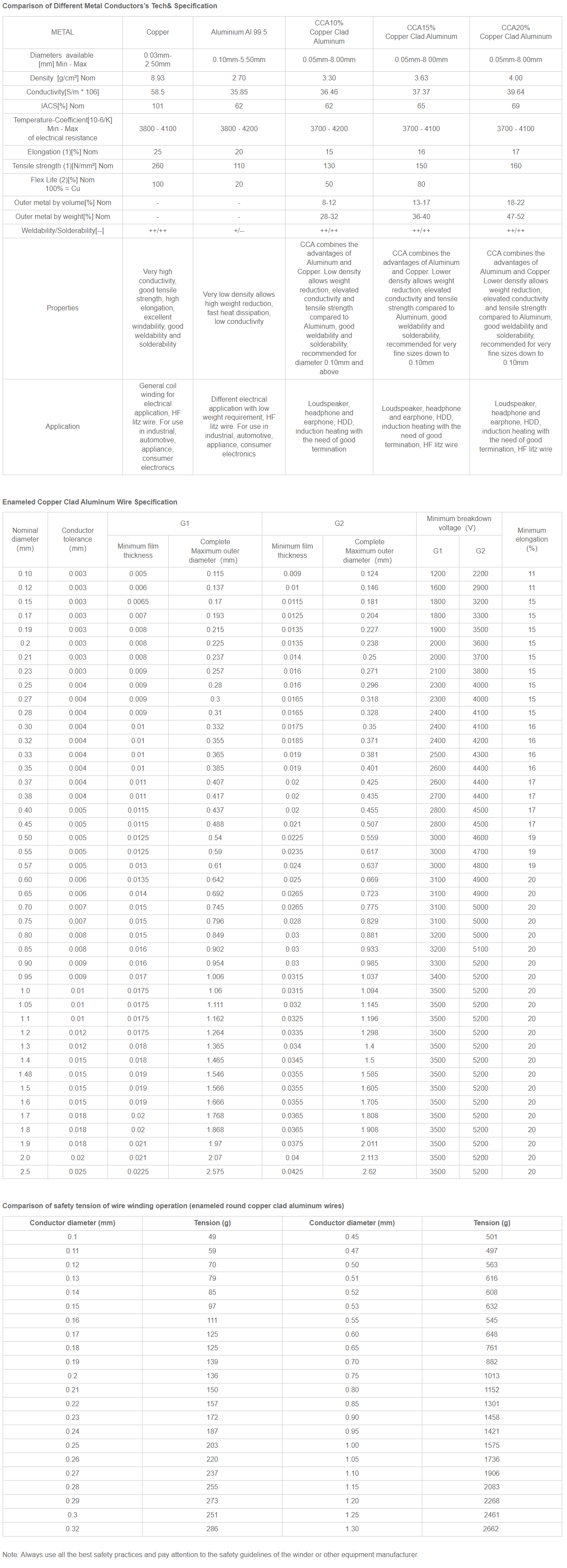
Detail produktu
IEC 60317 (GB/T6109)
Parametre technológií a špecifikácií vodičov našej spoločnosti sú v medzinárodnom jednotkovom systéme s jednotkou Millimeter (MM). Ak použite American Wire Gauge (AWG) a British Standard Wire Gauge (SWG), nasledujúca tabuľka je porovnávacia tabuľka pre váš odkaz.
Najzvláštnejšia dimenzia je možné prispôsobiť podľa požiadaviek zákazníkov.
Preventívne opatrenia na oznámenie použitia použitia
1. Prečítajte si úvod produktu, aby ste vybrali príslušný produktový model a špecifikáciu, aby ste predišli nepoužitia z dôvodu nekonzistentných charakteristík.
2. Pri prijímaní tovaru potvrďte hmotnosť a či je vonkajšia baľba rozdrvená, poškodená, zaniknutá alebo deformovaná; V procese manipulácie by sa malo zaobchádzať opatrne, aby sa predišlo vibráciám, aby kábel spadol ako celok, čo malo za následok žiadnu hlavu závity, uviaznutý drôt a bez hladkého vykladania.
3. Počas skladovania venujte pozornosť ochrane, zabráňte pomliaždeniu a rozdrveniu kovmi a inými tvrdými predmetmi a zakazujte zmiešané skladovanie s organickým rozpúšťadlom, silnou kyselinou alebo alkáliou. Nevyužité výrobky by mali byť pevne zabalené a uložené v pôvodnom balenici.
4. Smalovaný drôt by sa mal skladovať vo vetranom sklade mimo prachu (vrátane kovového prachu). Priame slnečné svetlo je zakázané, aby sa predišlo vysokej teplote a vlhkosti. Najlepšie skladovacie prostredie je: teplota ≤ 50 ℃ a relatívna vlhkosť ≤ 70%.
5. Pri odstraňovaní sklovnatej cievky pripevnite pravý ukazovák a prostredný prst k otvoru hornej koncovej dosky navijak a ľavou rukou držte spodnú koncovú dosku. Nedotýkajte sa smaltovaného drôtu priamo rukou.
6. Počas procesu vinutia by sa cievka mala vložiť do výplatného krytu, aby sa predišlo poškodeniu drôtu alebo znečisteniu rozpúšťadla; V procese vyplácania by sa napätie vinutia malo upraviť podľa tabuľky bezpečnostného napätia, aby sa predišlo rozbitiu drôtov alebo predĺženia drôtu spôsobené nadmerným napätím a zároveň sa vyhli kontaktu s drôtom s tvrdými predmetmi, čo má za následok poškodenie filmu farby a slabý skrat.
7. Venujte pozornosť koncentrácii a množstvu rozpúšťadla (odporúča sa metanol a bezvodý etanol) pri spájaní samoobslužnej línie spustenej rozpúšťadla a venujte pozornosť nastaveniu vzdialenosti medzi horúcim vzduchovým potrubím a formou a teplotou a teplotou pri spájaní havarskej taveniny.


