





د ماډل پیژندنه
| د ماډل پیژندنه | ||||||||
| د محصولډول | پیو/۱۳۰ | پیو/۱۵۵ | یو ډبلیو/۱۳۰ | یو ای ډبلیو/۱۵۵ | یو ای ډبلیو/۱۸۰ | د EIW/۱۸۰ | د سوداګرۍ نړیوال بانک/AIW/200 | EI/AIW/220 |
| عمومي وضاحت | ۱۳۰ درجې پالیسټر | ۱۵۵ درجې تعدیل شوی پالیسټر | ۱۵۵ درجېSد عمر وړتیاPاولیوریتان | ۱۵۵ درجېSد عمر وړتیاPاولیوریتان | ۱۸۰ درجېSټریټWزوړ شویPاولیوریتان | ۱۸۰ درجېPاولیسټرIزما | ۲۰۰ درجېد پولیامایډ امایډ مرکب پالیسټر امایډ | ۲۲۰ درجېد پولیامایډ امایډ مرکب پالیسټر امایډ |
| د ټاکنو خپلواک کمیسیونلارښود | د IEC60317-3 معرفي کول | د IEC60317-3 معرفي کول | د ټاکنو خپلواک کمیسیون ۶۰۳۱۷-۲۰، د ټاکنو خپلواک کمیسیون ۶۰۳۱۷-۴ | د ټاکنو خپلواک کمیسیون ۶۰۳۱۷-۲۰، د ټاکنو خپلواک کمیسیون ۶۰۳۱۷-۴ | د ټاکنو خپلواک کمیسیون ۶۰۳۱۷-۵۱، د ټاکنو خپلواک کمیسیون ۶۰۳۱۷-۲۰ | د ټاکنو خپلواک کمیسیون ۶۰۳۱۷-۲۳، د ټاکنو خپلواک کمیسیون ۶۰۳۱۷-۳، د ټاکنو خپلواک کمیسیون ۶۰۳۱۷-۸ | د IEC60317-13 معرفي کول | د IEC60317-26 معرفي کول |
| د NEMA لارښود | د نیما MW 5-C | د نیما MW 5-C | میګاواټه ۷۵C | میګاواټه ۷۹، میګاواټه ۲، میګاواټه ۷۵ | میګاواټ ۸۲، میګاواټ ۷۹، میګاواټ ۷۵ | میګاواټه ۷۷، میګاواټه ۵، میګاواټه ۲۶ | د نیما MW 35-C | نیما MW 81-C |
| د UL-تصویب | / | هو | هو | هو | هو | هو | هو | هو |
| قطرشته | 0.03 ملي متره-4.00 ملي متره | 0.03 ملي متره-4.00 ملي متره | 0.03 ملي متره-4.00 ملي متره | 0.03 ملي متره-4.00 ملي متره | 0.03 ملي متره-4.00 ملي متره | 0.03 ملي متره-4.00 ملي متره | 0.03 ملي متره-4.00 ملي متره | 0.03 ملي متره-4.00 ملي متره |
| د تودوخې شاخص (°C) | ۱۳۰ | ۱۵۵ | ۱۵۵ | ۱۵۵ | ۱۸۰ | ۱۸۰ | ۲۰۰ | ۲۲۰ |
| د نرمولو ماتولو تودوخه (°C) | ۲۴۰ | ۲۷۰ | ۲۰۰ | ۲۰۰ | ۲۳۰ | ۳۰۰ | ۳۲۰ | ۳۵۰ |
| د تودوخې شاک تودوخه (°C) | ۱۵۵ | ۱۷۵ | ۱۷۵ | ۱۷۵ | ۲۰۰ | ۲۰۰ | ۲۲۰ | ۲۴۰ |
| د پلورلو وړتیا | د ویلډ کولو وړ نه دی | د ویلډ کولو وړ نه دی | د پلورلو وړ | د پلورلو وړ | د پلورلو وړ | د ویلډ کولو وړ نه دی | د ویلډ کولو وړ نه دی | د ویلډ کولو وړ نه دی |
| ځانګړتیاوې | ښه تودوخه مقاومت او میخانیکي ځواک. | غوره کیمیاوي مقاومت؛ د سکریچ ښه مقاومت؛ د هایدرولیسز ضعیف مقاومت | د نرمولو د ماتیدو تودوخه د UEW/130 څخه لوړه ده؛ د رنګ کولو لپاره اسانه؛ په لوړه فریکونسۍ کې ټیټ ډایالټریک ضایع؛ د مالګې اوبو سوري نشته | د نرمولو د ماتیدو تودوخه د UEW/130 څخه لوړه ده؛ د رنګ کولو لپاره اسانه؛ په لوړه فریکونسۍ کې ټیټ ډایالټریک ضایع؛ د مالګې اوبو سوري نشته | د نرمولو د ماتیدو تودوخه د UEW/155 څخه لوړه ده؛ د مستقیم سولډرینګ تودوخه 390 °C ده؛ د رنګ کولو لپاره اسانه؛ په لوړه فریکونسۍ کې ټیټ ډایالټریک ضایع؛ د مالګې اوبو سوري نشته | د تودوخې لوړ مقاومت؛ غوره کیمیاوي مقاومت، د تودوخې لوړ شاک، د نرمولو لوړ ماتول | د تودوخې لوړ مقاومت؛ د تودوخې ثبات؛ د یخ پر وړاندې مقاومت لرونکی یخچال؛ د نرمولو لوړه ماتونه؛ لوړ حرارتي شاک | د تودوخې لوړ مقاومت؛ د تودوخې ثبات؛ د یخ پر وړاندې مقاومت لرونکی یخچال؛ د نرمولو لوړه ماتیدنه؛ د تودوخې لوړه چټکتیا |
| غوښتنلیک | عادي موټور، منځنی ټرانسفارمر | عادي موټور، منځنی ټرانسفارمر | ریلې، مایکرو موټورونه، کوچني ټرانسفارمرونه، د اور لګېدو کویلونه، د اوبو بندولو والونه، مقناطیسي سرونه، د مخابراتو تجهیزاتو لپاره کویلونه. | ریلې، مایکرو موټورونه، کوچني ټرانسفارمرونه، د اور لګېدو کویلونه، د اوبو بندولو والونه، مقناطیسي سرونه، د مخابراتو تجهیزاتو لپاره کویلونه. | ریلې، مایکرو موټورونه، کوچني ټرانسفارمرونه، د اور لګېدو کویلونه، د اوبو بندولو والونه، مقناطیسي سرونه، د مخابراتو تجهیزاتو لپاره کویلونه. | په تیلو کې ډوب شوی ټرانسفارمر، کوچنی موټور، د لوړ بریښنا موټور، د لوړ تودوخې ټرانسفارمر، د تودوخې مقاومت لرونکی برخه | په تیلو کې ډوب شوی ټرانسفارمر، د لوړ بریښنا موټور، د لوړ تودوخې ټرانسفارمر، د تودوخې مقاومت لرونکی برخه، مهر شوی موټور | په تیلو کې ډوب شوی ټرانسفارمر، د لوړ بریښنا موټور، د لوړ تودوخې ټرانسفارمر، د تودوخې مقاومت لرونکی برخه، مهر شوی موټور |
د ټاکنو خپلواک کمیسیون ۶۰۳۱۷ (GB/T6109)
زموږ د شرکت د تارونو تخنیکي او مشخصاتو پیرامیټرونه په نړیوال واحد سیسټم کې دي، د ملی میتر (ملي میتر) واحد سره. که چیرې د امریکایی تار ګیج (AWG) او برتانوي معیاري تار ګیج (SWG) وکاروئ، لاندې جدول ستاسو د حوالې لپاره د پرتله کولو جدول دی.
تر ټولو ځانګړی اړخ د پیرودونکو اړتیاو سره سم تنظیم کیدی شي.
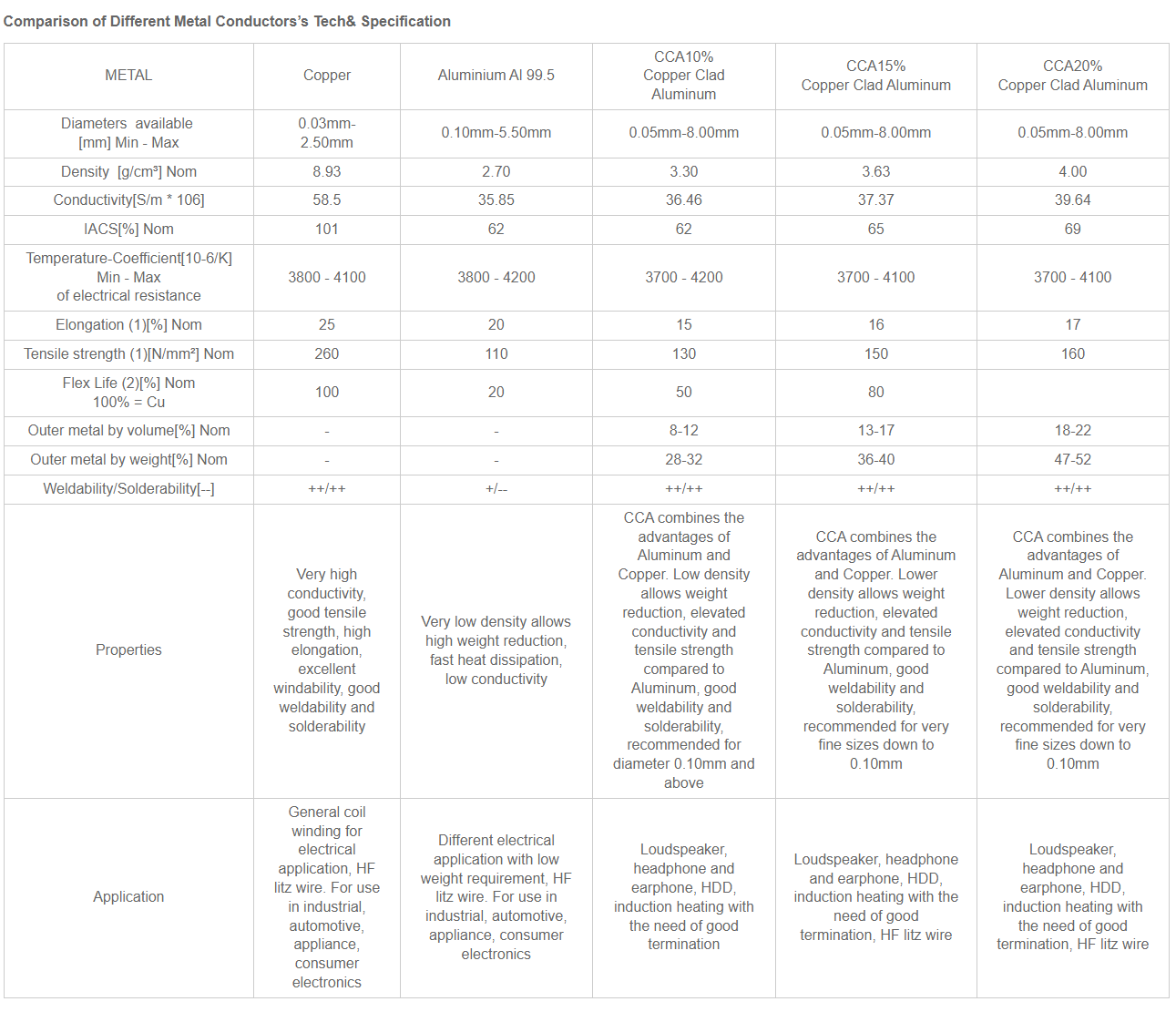
د مسو پوښل شوي المونیم تار مشخصات
| نومول شوی قطر | د کنډکټر زغم | G1 | G2 | د لږترلږه ماتیدو ولتاژ (V) | لږ تر لږه اوږدوالی | |||
| د فلم لږترلږه ضخامت | بشپړ اعظمي بهرنۍ قطر (ملي متره) | د فلم لږترلږه ضخامت | بشپړ اعظمي بهرنۍ قطر (ملي متره) | G1 | G2 | |||
| ۰.۱۰ | ۰.۰۰۳ | ۰.۰۰۵ | ۰.۱۱۵ | ۰.۰۰۹ | ۰.۱۲۴ | ۱۲۰۰ | ۲۲۰۰ | 11 |
| ۰.۱۲ | ۰.۰۰۳ | ۰.۰۰۶ | ۰.۱۳۷ | ۰.۰۱ | ۰.۱۴۶ | ۱۶۰۰ | ۲۹۰۰ | 11 |
| ۰.۱۵ | ۰.۰۰۳ | ۰.۰۰۶۵ | ۰.۱۷ | ۰.۰۱۱۵ | ۰.۱۸۱ | ۱۸۰۰ | ۳۲۰۰ | 15 |
| ۰.۱۷ | ۰.۰۰۳ | ۰.۰۰۷ | ۰.۱۹۳ | ۰.۰۱۲۵ | ۰.۲۰۴ | ۱۸۰۰ | ۳۳۰۰ | 15 |
| ۰.۱۹ | ۰.۰۰۳ | ۰.۰۰۸ | ۰.۲۱۵ | ۰.۰۱۳۵ | ۰.۲۲۷ | ۱۹۰۰ | ۳۵۰۰ | 15 |
| ۰.۲ | ۰.۰۰۳ | ۰.۰۰۸ | ۰.۲۲۵ | ۰.۰۱۳۵ | ۰.۲۳۸ | ۲۰۰۰ | ۳۶۰۰ | 15 |
| ۰.۲۱ | ۰.۰۰۳ | ۰.۰۰۸ | ۰.۲۳۷ | ۰.۰۱۴ | ۰.۲۵ | ۲۰۰۰ | ۳۷۰۰ | 15 |
| ۰.۲۳ | ۰.۰۰۳ | ۰.۰۰۹ | ۰.۲۵۷ | ۰.۰۱۶ | ۰.۲۷۱ | ۲۱۰۰ | ۳۸۰۰ | 15 |
| ۰.۲۵ | ۰.۰۰۴ | ۰.۰۰۹ | ۰.۲۸ | ۰.۰۱۶ | ۰.۲۹۶ | ۲۳۰۰ | ۴۰۰۰ | 15 |
| ۰.۲۷ | ۰.۰۰۴ | ۰.۰۰۹ | ۰.۳ | ۰.۰۱۶۵ | ۰.۳۱۸ | ۲۳۰۰ | ۴۰۰۰ | 15 |
| ۰.۲۸ | ۰.۰۰۴ | ۰.۰۰۹ | ۰.۳۱ | ۰.۰۱۶۵ | ۰.۳۲۸ | ۲۴۰۰ | ۴۱۰۰ | 15 |
| ۰.۳۰ | ۰.۰۰۴ | ۰.۰۱ | ۰.۳۳۲ | ۰.۰۱۷۵ | ۰.۳۵ | ۲۴۰۰ | ۴۱۰۰ | 16 |
| ۰.۳۲ | ۰.۰۰۴ | ۰.۰۱ | ۰.۳۵۵ | ۰.۰۱۸۵ | ۰.۳۷۱ | ۲۴۰۰ | ۴۲۰۰ | 16 |
| ۰.۳۳ | ۰.۰۰۴ | ۰.۰۱ | ۰.۳۶۵ | ۰.۰۱۹ | ۰.۳۸۱ | ۲۵۰۰ | ۴۳۰۰ | 16 |
| ۰.۳۵ | ۰.۰۰۴ | ۰.۰۱ | ۰.۳۸۵ | ۰.۰۱۹ | ۰.۴۰۱ | ۲۶۰۰ | ۴۴۰۰ | 16 |
| ۰.۳۷ | ۰.۰۰۴ | ۰.۰۱۱ | ۰.۴۰۷ | ۰.۰۲ | ۰.۴۲۵ | ۲۶۰۰ | ۴۴۰۰ | 17 |
| ۰.۳۸ | ۰.۰۰۴ | ۰.۰۱۱ | ۰.۴۱۷ | ۰.۰۲ | ۰.۴۳۵ | ۲۷۰۰ | ۴۴۰۰ | 17 |
| ۰.۴۰ | ۰.۰۰۵ | ۰.۰۱۱۵ | ۰.۴۳۷ | ۰.۰۲ | ۰.۴۵۵ | ۲۸۰۰ | ۴۵۰۰ | 17 |
| ۰.۴۵ | ۰.۰۰۵ | ۰.۰۱۱۵ | ۰.۴۸۸ | ۰.۰۲۱ | ۰.۵۰۷ | ۲۸۰۰ | ۴۵۰۰ | 17 |
| ۰.۵۰ | ۰.۰۰۵ | ۰.۰۱۲۵ | ۰.۵۴ | ۰.۰۲۲۵ | ۰.۵۵۹ | ۳۰۰۰ | ۴۶۰۰ | 19 |
| ۰.۵۵ | ۰.۰۰۵ | ۰.۰۱۲۵ | ۰.۵۹ | ۰.۰۲۳۵ | ۰.۶۱۷ | ۳۰۰۰ | ۴۷۰۰ | 19 |
| ۰.۵۷ | ۰.۰۰۵ | ۰.۰۱۳ | ۰.۶۱ | ۰.۰۲۴ | ۰.۶۳۷ | ۳۰۰۰ | ۴۸۰۰ | 19 |
| ۰.۶۰ | ۰.۰۰۶ | ۰.۰۱۳۵ | ۰.۶۴۲ | ۰.۰۲۵ | ۰.۶۶۹ | ۳۱۰۰ | ۴۹۰۰ | 20 |
| ۰.۶۵ | ۰.۰۰۶ | ۰.۰۱۴ | ۰.۶۹۲ | ۰.۰۲۶۵ | ۰.۷۲۳ | ۳۱۰۰ | ۴۹۰۰ | 20 |
| ۰.۷۰ | ۰.۰۰۷ | ۰.۰۱۵ | ۰.۷۴۵ | ۰.۰۲۶۵ | ۰.۷۷۵ | ۳۱۰۰ | ۵۰۰۰ | 20 |
| ۰.۷۵ | ۰.۰۰۷ | ۰.۰۱۵ | ۰.۷۹۶ | ۰.۰۲۸ | ۰.۸۲۹ | ۳۱۰۰ | ۵۰۰۰ | 20 |
| ۰.۸۰ | ۰.۰۰۸ | ۰.۰۱۵ | ۰.۸۴۹ | ۰.۰۳ | ۰.۸۸۱ | ۳۲۰۰ | ۵۰۰۰ | 20 |
| ۰.۸۵ | ۰.۰۰۸ | ۰.۰۱۶ | ۰.۹۰۲ | ۰.۰۳ | ۰.۹۳۳ | ۳۲۰۰ | ۵۱۰۰ | 20 |
| ۰.۹۰ | ۰.۰۰۹ | ۰.۰۱۶ | ۰.۹۵۴ | ۰.۰۳ | ۰.۹۸۵ | ۳۳۰۰ | ۵۲۰۰ | 20 |
| ۰.۹۵ | ۰.۰۰۹ | ۰.۰۱۷ | ۱.۰۰۶ | ۰.۰۳۱۵ | ۱.۰۳۷ | ۳۴۰۰ | ۵۲۰۰ | 20 |
| ۱.۰ | ۰.۰۱ | ۰.۰۱۷۵ | ۱.۰۶ | ۰.۰۳۱۵ | ۱.۰۹۴ | ۳۵۰۰ | ۵۲۰۰ | 20 |
| ۱.۰۵ | ۰.۰۱ | ۰.۰۱۷۵ | ۱.۱۱۱ | ۰.۰۳۲ | ۱.۱۴۵ | ۳۵۰۰ | ۵۲۰۰ | 20 |
| ۱.۱ | ۰.۰۱ | ۰.۰۱۷۵ | ۱.۱۶۲ | ۰.۰۳۲۵ | ۱.۱۹۶ | ۳۵۰۰ | ۵۲۰۰ | 20 |
| ۱.۲ | ۰.۰۱۲ | ۰.۰۱۷۵ | ۱.۲۶۴ | ۰.۰۳۳۵ | ۱.۲۹۸ | ۳۵۰۰ | ۵۲۰۰ | 20 |
| ۱.۳ | ۰.۰۱۲ | ۰.۰۱۸ | ۱.۳۶۵ | ۰.۰۳۴ | ۱.۴ | ۳۵۰۰ | ۵۲۰۰ | 20 |
| ۱.۴ | ۰.۰۱۵ | ۰.۰۱۸ | ۱.۴۶۵ | ۰.۰۳۴۵ | ۱.۵ | ۳۵۰۰ | ۵۲۰۰ | 20 |
| ۱.۴۸ | ۰.۰۱۵ | ۰.۰۱۹ | ۱.۵۴۶ | ۰.۰۳۵۵ | ۱.۵۸۵ | ۳۵۰۰ | ۵۲۰۰ | 20 |
| ۱.۵ | ۰.۰۱۵ | ۰.۰۱۹ | ۱.۵۶۶ | ۰.۰۳۵۵ | ۱.۶۰۵ | ۳۵۰۰ | ۵۲۰۰ | 20 |
| ۱.۶ | ۰.۰۱۵ | ۰.۰۱۹ | ۱.۶۶۶ | ۰.۰۳۵۵ | ۱.۷۰۵ | ۳۵۰۰ | ۵۲۰۰ | 20 |
| ۱.۷ | ۰.۰۱۸ | ۰.۰۲ | ۱.۷۶۸ | ۰.۰۳۶۵ | ۱.۸۰۸ | ۳۵۰۰ | ۵۲۰۰ | 20 |
| ۱.۸ | ۰.۰۱۸ | ۰.۰۲ | ۱.۸۶۸ | ۰.۰۳۶۵ | ۱.۹۰۸ | ۳۵۰۰ | ۵۲۰۰ | 20 |
| ۱.۹ | ۰.۰۱۸ | ۰.۰۲۱ | ۱.۹۷ | ۰.۰۳۷۵ | ۲.۰۱۱ | ۳۵۰۰ | ۵۲۰۰ | 20 |
| ۲.۰ | ۰.۰۲ | ۰.۰۲۱ | ۲.۰۷ | ۰.۰۴ | ۲.۱۱۳ | ۳۵۰۰ | ۵۲۰۰ | 20 |
| ۲.۵ | ۰.۰۲۵ | ۰.۰۲۲۵ | ۲.۵۷۵ | ۰.۰۴۲۵ | ۲.۶۲ | ۳۵۰۰ | ۵۲۰۰ | 20 |
د تار د باد کولو عملیاتو د خوندیتوب فشار پرتله کول (د مسو پوښل شوي ګرد المونیم تارونه)
| د کنډکټر قطر (ملي میتر) | فشار (g) | د کنډکټر قطر (ملي میتر) | فشار (g) |
| ۰.۱ | 49 | ۰.۴۵ | ۵۰۱ |
| ۰.۱۱ | 59 | ۰.۴۷ | ۴۹۷ |
| ۰.۱۲ | 70 | ۰.۵۰ | ۵۶۳ |
| ۰.۱۳ | 79 | ۰.۵۱ | ۶۱۶ |
| ۰.۱۴ | 85 | ۰.۵۲ | ۶۰۸ |
| ۰.۱۵ | 97 | ۰.۵۳ | ۶۳۲ |
| ۰.۱۶ | ۱۱۱ | ۰.۵۵ | ۵۴۵ |
| ۰.۱۷ | ۱۲۵ | ۰.۶۰ | ۶۴۸ |
| ۰.۱۸ | ۱۲۵ | ۰.۶۵ | ۷۶۱ |
| ۰.۱۹ | ۱۳۹ | ۰.۷۰ | ۸۸۲ |
| ۰.۲ | ۱۳۶ | ۰.۷۵ | ۱۰۱۳ |
| ۰.۲۱ | ۱۵۰ | ۰.۸۰ | ۱۱۵۲ |
| ۰.۲۲ | ۱۵۷ | ۰.۸۵ | ۱۳۰۱ |
| ۰.۲۳ | ۱۷۲ | ۰.۹۰ | ۱۴۵۸ |
| ۰.۲۴ | ۱۸۷ | ۰.۹۵ | ۱۴۲۱ |
| ۰.۲۵ | ۲۰۳ | ۱.۰۰ | ۱۵۷۵ |
| ۰.۲۶ | ۲۲۰ | ۱.۰۵ | ۱۷۳۶ |
| ۰.۲۷ | ۲۳۷ | ۱.۱۰ | ۱۹۰۶ |
| ۰.۲۸ | ۲۵۵ | ۱.۱۵ | ۲۰۸۳ |
| ۰.۲۹ | ۲۷۳ | ۱.۲۰ | ۲۲۶۸ |
| ۰.۳ | ۲۵۱ | ۱.۲۵ | ۲۴۶۱ |
| ۰.۳۲ | ۲۸۶ | ۱.۳۰ | ۲۶۶۲ |
یادونه: تل د خوندیتوب غوره طریقې وکاروئ او د وینډر یا نورو تجهیزاتو جوړونکي د خوندیتوب لارښوونو ته پاملرنه وکړئ.
د کارولو لپاره احتیاطي تدابیر د کارونې خبرتیا
۱. مهرباني وکړئ د محصول معرفي ته مراجعه وکړئ ترڅو د مناسب محصول ماډل او مشخصات غوره کړئ ترڅو د متضاد ځانګړتیاو له امله د کارولو ناکامي څخه مخنیوی وشي.
۲. کله چې توکي ترلاسه کوئ، وزن تایید کړئ او دا چې ایا بهرنۍ بسته بندۍ بکس مات شوی، زیانمن شوی، غاښونه پرې شوي یا خراب شوی دی؛ د سمبالولو په پروسه کې، دا باید په احتیاط سره اداره شي ترڅو د کمپن څخه مخنیوی وشي ترڅو کیبل په بشپړ ډول راښکته شي، چې په پایله کې د تار سر، بند تار او اسانه ترتیب نه وي.
۳. د ذخیره کولو په جریان کې، محافظت ته پاملرنه وکړئ، د فلزاتو او نورو سختو شیانو لخوا د ټپ او ماتیدو څخه مخنیوی وکړئ، او د عضوي محلول، قوي تیزاب یا الکلي سره مخلوط ذخیره کول منع کړئ. غیر استعمال شوي محصولات باید په کلکه وتړل شي او په اصلي بسته کې زیرمه شي.
۴. د انامیل شوي تار باید په هوا لرونکي ګودام کې د دوړو څخه لرې وساتل شي (د فلزي دوړو په شمول). د لوړې تودوخې او رطوبت څخه د مخنیوي لپاره مستقیم لمر منع دی. د ذخیره کولو غوره چاپیریال دا دی: تودوخه ≤50 ℃ او نسبي رطوبت ≤ 70٪.
۵. کله چې انامیل شوی سپول لرې کوئ، د ښي لاس د شهادت ګوته او منځنۍ ګوته د ریل د پورتنۍ پای پلیټ سوري سره ونښلوئ، او ښکته پای پلیټ په چپ لاس سره ونیسئ. د انامیل شوي تار مستقیم په خپل لاس سره مه لمس کوئ.
۶. د باد وهلو په جریان کې، سپول باید د امکان تر حده د تادیې پوښ کې واچول شي ترڅو د تار زیان یا محلول ککړتیا څخه مخنیوی وشي؛ د تادیې په پروسه کې، د باد وهلو فشار باید د خوندیتوب د فشار جدول سره سم تنظیم شي، ترڅو د ډیر فشار له امله د تار ماتیدو یا د تار اوږدوالي څخه مخنیوی وشي، او په ورته وخت کې، د سختو شیانو سره د تار تماس څخه مخنیوی وشي، چې په پایله کې د رنګ فلم زیان او خراب شارټ سرکټ رامینځته کیږي.
7. د محلول غلظت او مقدار ته پام وکړئ (میتانول او انهایډروس ایتانول سپارښتنه کیږي) کله چې د محلول تړل شوي ځان چپکونکي لاین سره وصل شئ، او د ګرمې هوا پایپ او مولډ ترمنځ د واټن تنظیم او د تودوخې درجه ته پام وکړئ کله چې د ګرمې خټکي تړل شوي ځان چپکونکي لاین سره وصل شئ.


