






Modelenkonduko
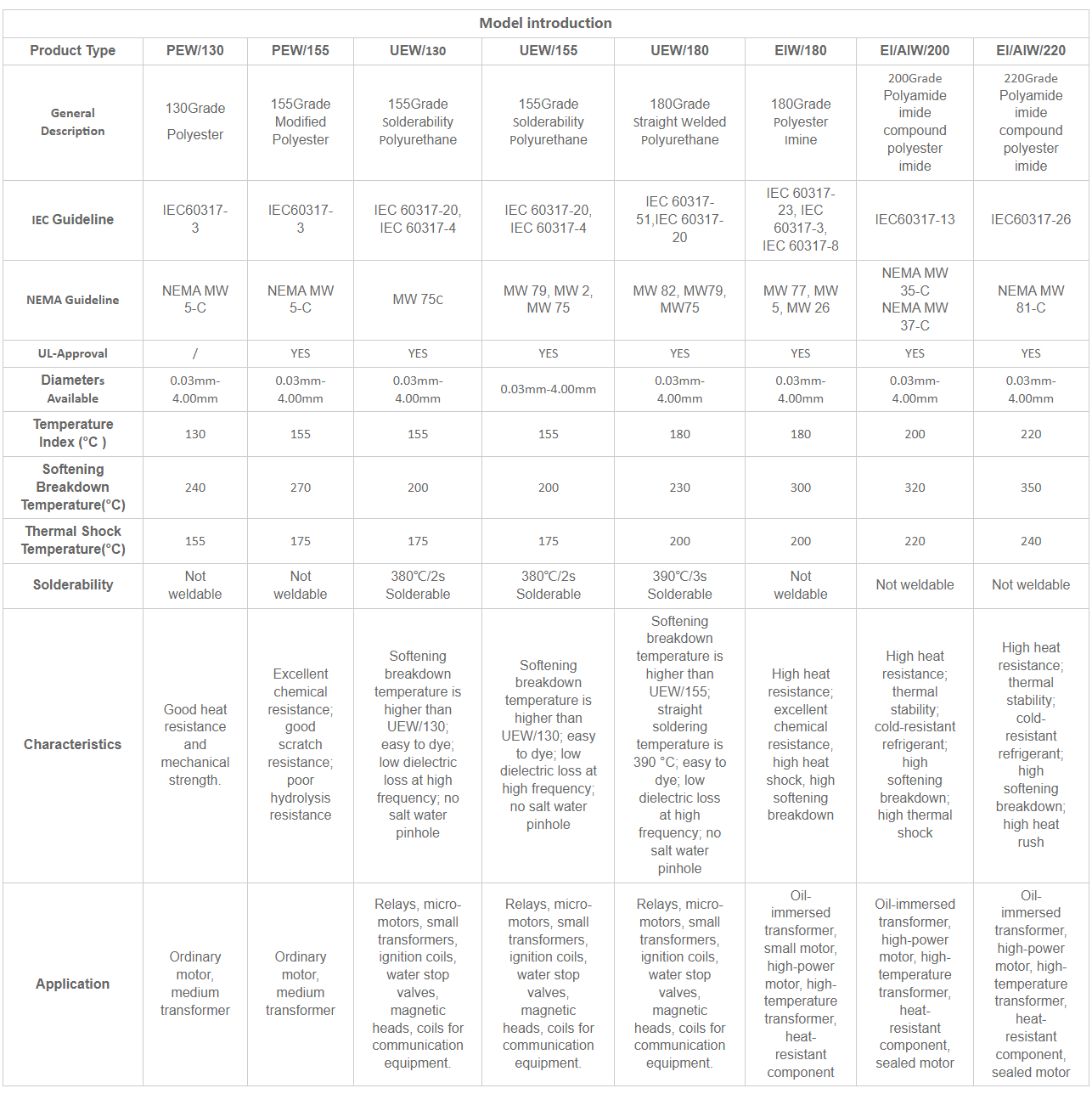
Produkta Detalo
IEC 60317 (GB/T6109)
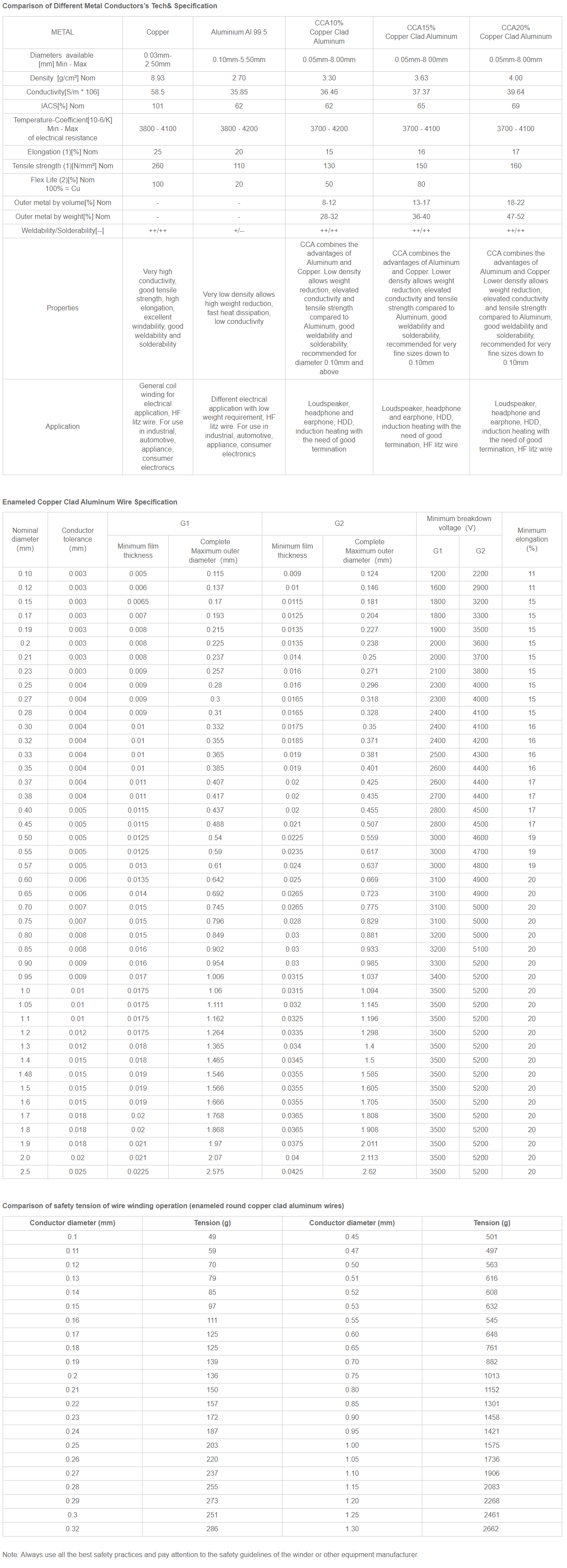
La teknikaj kaj specifaj parametroj de la dratoj de nia kompanio estas en internacia unuosistemo, kun la unuo milimetro (mm). Se vi uzas la usonan dratmezurilon (AWG) kaj la britan norman dratmezurilon (SWG), la jena tabelo estas kompara tabelo por via referenco.
La plej speciala dimensio povas esti personigita laŭ la postuloj de klientoj.
Antaŭzorgoj pri uzo AVIZO PRI UZO
1. Bonvolu rilati al la produkta enkonduko por elekti la taŭgan produktan modelon kaj specifon por eviti malsukceson uzi pro malkonsekvencaj karakterizaĵoj.
2. Ricevante la varojn, konfirmu la pezon kaj ĉu la ekstera pakskatolo estas dispremita, difektita, kavetita aŭ misformita; Dum la manipulado, ĝi estu manipulita zorge por eviti vibradon, kiu povus faligi la kablon kiel tuton, rezultigante mankon de fadenkapo, blokiĝon de drato kaj ne glatan disiĝon.
3. Dum stokado, atentu protekton, evitu kontuziĝon kaj dispremiĝon per metalo kaj aliaj malmolaj objektoj, kaj malpermesu miksan stokadon kun organika solvilo, forta acido aŭ alkalo. La neuzitajn produktojn oni devas envolvi dense kaj konservi en la originala pakaĵo.
4. La emajlita drato estu stokita en ventolita magazeno for de polvo (inkluzive de metala polvo). Rekta sunlumo estas malpermesita por eviti altajn temperaturojn kaj humidecon. La plej bona stokada medio estas: temperaturo ≤50 ℃ kaj relativa humideco ≤ 70%.
5. Kiam vi forigas la emajlitan bobenon, hoku la dekstran montrofingron kaj mezfingron al la supra truo de la fina plato de la bobeno, kaj tenu la malsupran finan platon per la maldekstra mano. Ne tuŝu la emajlitan draton rekte per via mano.
6. Dum la volvado, la bobeno estu kiel eble plej multe metita en la elvolvan kovrilon por eviti difekton de la drato aŭ poluadon per solvilo; Dum la elvolvado, la volvada streĉo estu agordita laŭ la sekureca streĉa tabelo, por eviti dratorompiĝon aŭ dratoplilongiĝon kaŭzitan de troa streĉo, kaj samtempe eviti dratokontakton kun malmolaj objektoj, rezultante difekton de la farbofilmo kaj malbonan kurtan cirkviton.
7. Atentu la koncentriĝon kaj kvanton de solvilo (metanolo kaj anhidra etanolo estas rekomendindaj) dum kunigado de la per solvilo ligita memglua linio, kaj atentu la alĝustigon de la distanco inter la varmaera tubo kaj la muldilo kaj la temperaturo dum kunigado de la per varma fandita memglua linio.


