






Úvod do modelu
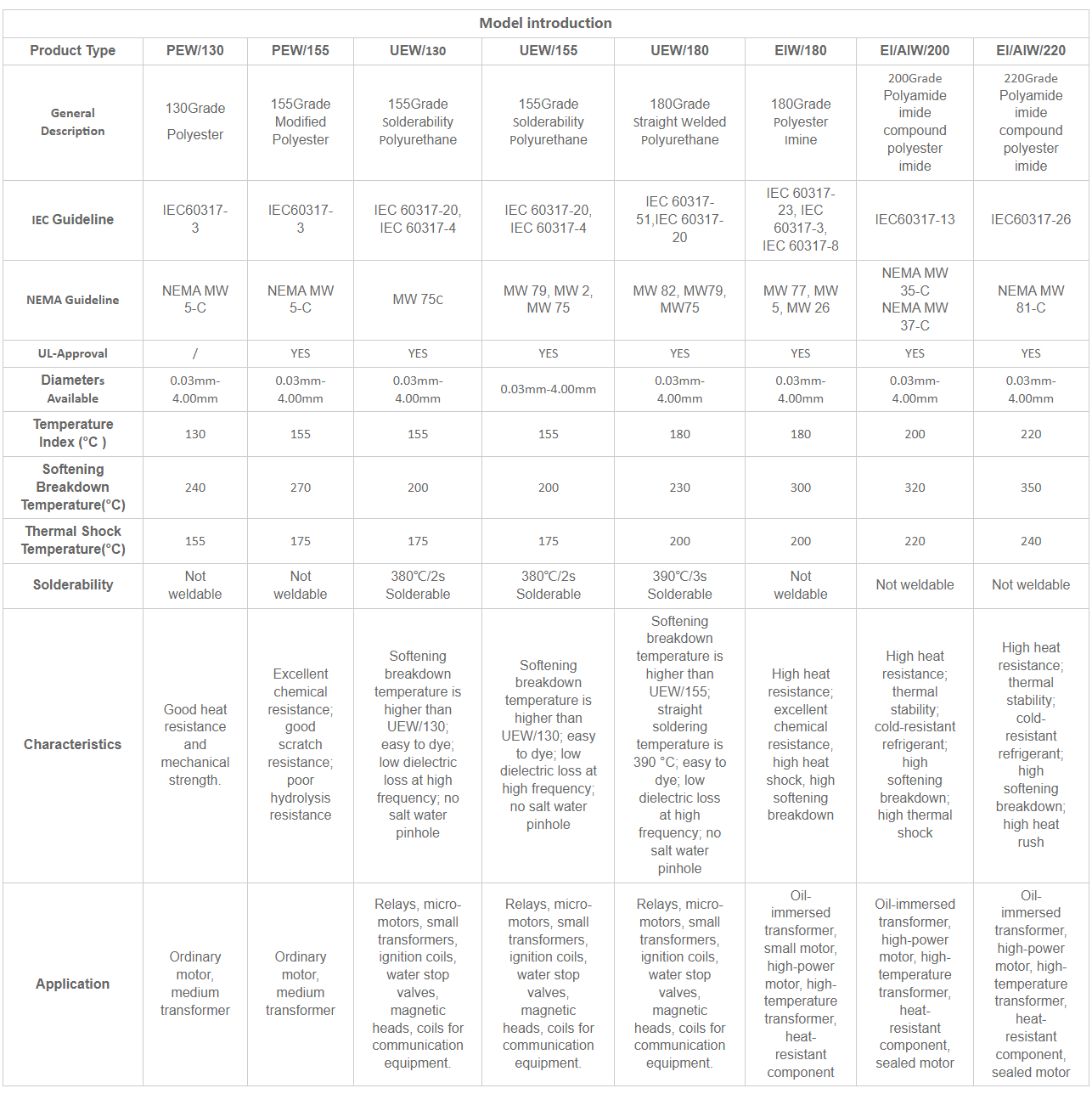
Detaily produktu
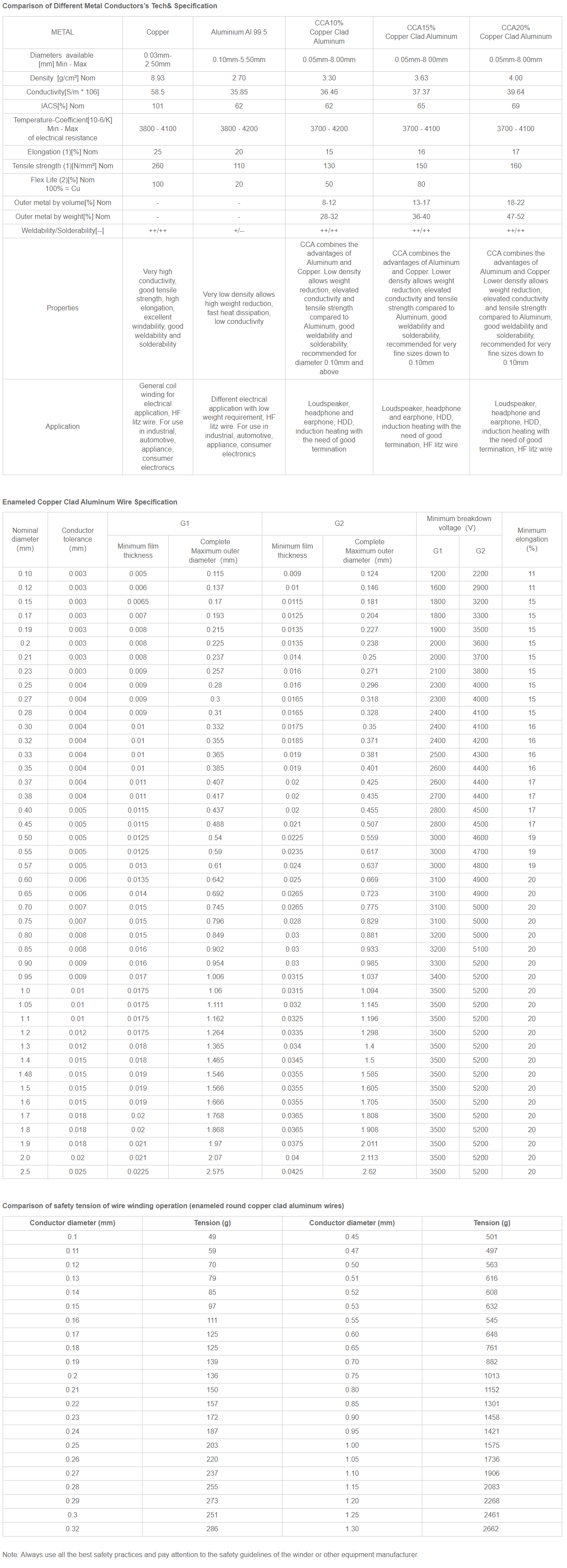
IEC 60317 (GB/T6109)
Technické a specifikační parametry vodičů naší společnosti jsou uváděny v mezinárodním systému jednotek s jednotkou milimetr (mm). Pokud používáte americkou tloušťku vodičů (AWG) a britskou standardní tloušťku vodičů (SWG), následující tabulka slouží jako srovnávací tabulka pro vaši informaci.
Nejspeciálnější rozměr lze přizpůsobit požadavkům zákazníků.
Bezpečnostní opatření pro použití POUŽITÍ
1. Pro výběr vhodného modelu a specifikace produktu si prosím přečtěte úvodní informace k produktu, abyste předešli jeho selhání z důvodu nekonzistentních vlastností.
2. Při převzetí zboží ověřte jeho hmotnost a zda není vnější obalová krabice zmačkaná, poškozená, promáčknutá nebo deformovaná. Během manipulace je třeba s ní zacházet opatrně, aby se zabránilo vibracím a pádu kabelu jako celku, což by mohlo vést k chybějící hlavě závitu, zaseknutí drátu a neplynulému uložení.
3. Během skladování dbejte na ochranu, chraňte před pomližděním a rozdrcením kovovými a jinými tvrdými předměty a zabraňte společnému skladování s organickými rozpouštědly, silnými kyselinami nebo zásadami. Nepoužité produkty by měly být pevně zabaleny a uloženy v původním obalu.
4. Smaltovaný drát by měl být skladován ve větraném skladu mimo dosah prachu (včetně kovového prachu). Přímé sluneční světlo je zakázáno, aby se zabránilo vysokým teplotám a vlhkosti. Nejlepší skladovací prostředí je: teplota ≤50 ℃ a relativní vlhkost ≤ 70 %.
5. Při vyjímání smaltované cívky zaháčkujte pravý ukazováček a prostředníček za otvor v horní koncové desce cívky a levou rukou držte spodní koncovou desku. Nedotýkejte se rukou přímo smaltovaného drátu.
6. Během navíjení by měla být cívka co nejhlouběji zasunuta do krytu odvíjecího zařízení, aby se zabránilo poškození drátu nebo znečištění rozpouštědlem. Během odvíjení by mělo být napětí navíjení upraveno podle tabulky bezpečnostního napětí, aby se zabránilo přetržení nebo prodloužení drátu v důsledku nadměrného napětí, a zároveň se zabránilo kontaktu drátu s tvrdými předměty, což by mohlo vést k poškození laku a špatnému zkratu.
7. Při lepení samolepicí linky s rozpouštědlovým spojem věnujte pozornost koncentraci a množství rozpouštědla (doporučuje se methanol a bezvodý ethanol) a při lepení samolepicí linky s tavným spojem věnujte pozornost nastavení vzdálenosti mezi horkovzdušnou trubkou a formou a teplotě.


